
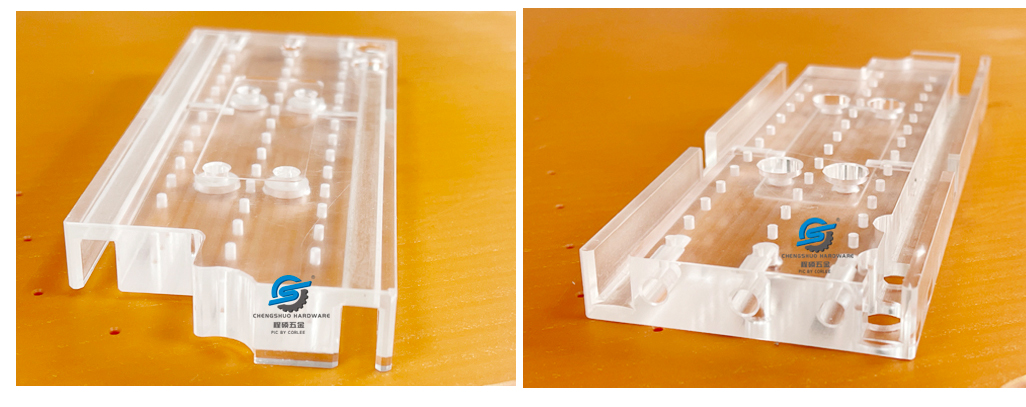
CNC-bearbejdning af akrylprodukter kan opnå mere komplekse strukturer, reducere revner i akrylmaterialet underbearbejdning, og opfylde højpræcisionskrav til produkter.
Polymethylmethacrylat (CH3│—[-CH2—C——]—│COOCH3) har gode omfattende mekaniske egenskaber, der er blandt de bedste blandt almindelige plastmaterialer. Dens træk-, bøjnings- og kompressionsstyrker er højere end polyolefin og også højere end polystyren, polyvinylchlorid osv., men dens slagstyrke er dårlig. Men det er også lidt bedre end polystyren.fysiske egenskaber.
PMMA har høj mekanisk styrke: den relative molekylmasse af PMMA er omkring 2 millioner. Det er en langkædet polymer, og kæderne, der danner molekylet, er meget bløde. Derfor har PMMA relativt høj styrke og er modstandsdygtig over for stræk og slag. 7 til 18 gange højere end almindeligt glas. Der er en slags organisk glas, der er blevet opvarmet og strakt, hvor molekylsegmenterne er arrangeret på en meget ordnet måde, hvilket forbedrer materialets sejhed væsentligt.
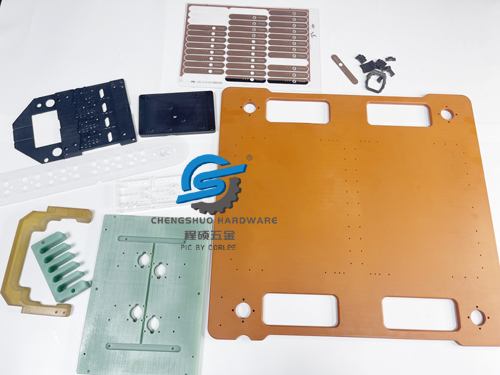
Akryl er almindeligt anvendt i industrien til at producere og fremstille instrumentpanelpaneler og dæksler, også til forskelligt kirurgisk og medicinsk udstyr, husholdningsartikler: badeværelsesfaciliteter, kunsthåndværk, kosmetik, beslag, akvarier osv.
Når du bruger CNC til at behandle akrylprodukter, skal du være opmærksom på følgende punkter:
1. CNCProgrammeringsdesign til akrylBearbejdningForarbejdning
Til akryl (Polymethylmethacrylat, PMMA), skal produktets programmeringsdetaljer designes i henhold til produktets form, såsom værktøjets fremføringshastighed og rotationshastighed underbearbejdningforarbejdning. I henhold til produktets faktiske form skal programmeringsprocessen og flowet optimeres for at reducere destruktivitet under behandlingen.
Ved brug af CNCbearbejdningakryl, er det meget vigtigt at indstille den korrekte fremføringshastighed. Hvis tilspændingshastigheden er for høj, kan PMMA bryde på grund af ekstremt skæretryk. Hurtige tilspændingshastigheder kan også få dele til at bevæge sig ud af arbejdsholderen eller efterlade ufuldkommenheder på delen; Langsomme fremføringshastigheder kan også producere unøjagtige dele med ru, ufærdige overflader.

2. Udvalget af værktøjer til akrylbehandling skal være passende
Forarbejdning af akrylplader kræver brug af passende værktøjer. Afhængigt af værktøjets form omfatter almindeligt anvendte værktøjer endefræsere, kuglenæsefræsere, flade fræsere osv. Fladfræseren er velegnet til at skære og rense store områder, endefræseren er i form af en ret vinkel og er velegnet til bearbejdning af kanter af tekst og grafik, og kuglenæseskæreren er i form af en bue og er velegnet til bearbejdning af meget præcise mønstre og kurver.
Knivens materiale er også vigtigt. For eksempel skærer højhastighedsstål akryl, men giver ikke en god overfladefinish. Diamantværktøjer kan forbedre overfladefinishen, men er meget dyre. Karbid er ofte det foretrukne materiale til CNC-skæring af akryl.

Til CNC-bearbejdning af akryl anbefales det også at bruge en skærende skråvinkel på 5 grader og en supplerende vinkel på 2 grader
Ud over skæreværktøjet skal du også være opmærksom på skæredybden, hastigheden osv. ved forarbejdning af akrylprodukter for at sikre, at strukturen af akrylråmaterialet ikke beskadiges. Akryl er generelt et relativt skrøbeligt materiale. Under CNC-skæring kan brug af passende værktøjer og passende skæredybde og -hastighed undgå behandling af rester forårsaget af materiale, der revner eller glider. Ved kontinuerlig skæring er det nødvendigt at forstå den faktiske bearbejdningshastighed og dybde af værktøjet, og forsøge at sikre, at materialestrukturen ikke beskadiges, såsom fragmentering, frakobling osv. Samtidig skal man være opmærksom på at minimere varme og statisk elektricitet under behandlingen.
3. Brug den korrekte borebit og skråkant
Sørg fordeboremaskine kan effektivt lave huller i akryl ved at vælge det rigtige boremateriale. Carbide er et glimrende valg til boring af akryl, og mange producenter bruger O-rille endefræsebor, der er specielt designet til at skære og bore akryl. Derudover skal bor holdes skarpe, kedelige bor vil producere mindre end rene kanter og kan let føre til spændingsrevner og revner.
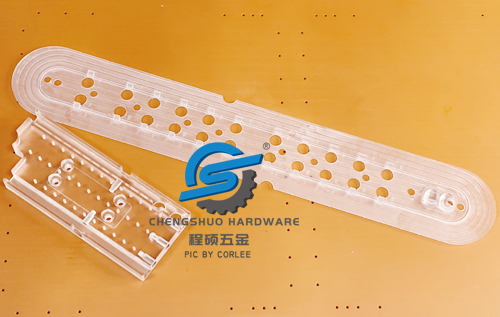
Ved CNC-bearbejdning af akryl er det bedst at bruge en affasning med et bor. For at forhindre, at boret beskadiger komponenterne i akrylmaterialet, skal det vippes nedad langs en jævn skråning for at forhindre beskadigelse og sikre en glat overflade.
Samtidig skal skæredybden og -retningen overvåges. CNC-værktøjets rotationsretning: venstre og højre, eller mod uret og med uret, skal være rimeligt tilpasset produktet for at sikre nøjagtigheden af produktimplementering og designfunktioner.
Indlægstid: 16-jan-2024